Планшеты, которыми можно заменить смартфоны: выбор ZOOM. Способы установки деталей. Правило шести точек Одних и тех же деталей
Взаимозаменяемостью называется свойство одних и тех же деталей, узлов или агрегатов машин и т. д., позволяющее устанавливать детали (узлы, агрегаты) в процессе сборки или заменять их без предварительной подгонки при сохранении всех требований, предъявляемых к работе узла, агрегата и конструкции в целом. Указанные свойства изделий возникают в результате осуществления научно-технических мероприятий, объединяемых понятием «принцип взаимозаменяемости».
Наиболее широко применяют полную взаимозаменяемость, которая обеспечивает возможность беспригонной сборки (или замены при ремонте) любых независимо изготовленных с заданной точностью однотипных деталей в сборочные единицы, а последних - в изделия при соблюдении предъявляемых к ним (к сборочным единицам или изделиям) технических требований по всем параметрам качества. Выполнение требований к точности деталей и сборочных единиц изделий является важнейшим исходным условием обеспечения взаимозаменяемости. Кроме этого, для обеспечения взаимозаменяемости необходимо выполнять и другие условия: устанавливать оптимальные номинальные значения параметров деталей и сборочных единиц, выполнять требования к материалу деталей, технологии их изготовления и контроля и т. д. Взаимозаменяемыми могут быть детали, сборочные единицы и изделия в целом. В первую очередь такими должны быть детали и сборочные единицы, от которых зависят надежность и другие эксплуатационные показатели изделий. Это требование, естественно, распространяется и на запасные части.
При полной взаимозаменяемости:
Упрощается процесс сборки - он сводится к простому соединению деталей рабочими преимущественно невысокой квалификации;
Появляется возможность точно нормировать процесс сборки во времени, устанавливать необходимый темп работы и применять поточный метод;
Создаются условия для автоматизации процессов изготовления и сборки изделий, а также широкой специализации и кооперирования заводов (при которых завод-поставщик изготовляет унифицированные изделия, сборочные единицы и детали ограниченной номенклатуры и поставляет их заводу, выпускающему основные изделия);
Упрощается ремонт изделий, так как любая изношенная или поломанная деталь или сборочная единица может быть заменена новой (запасной).
Иногда для удовлетворения эксплуатационных требований необходимо изготовлять детали и сборочные единицы с малыми экономически неприемлемыми или технологически трудно выполнимыми допусками. В этих случаях для получения требуемой точности сборки применяют групповой подбор деталей (селективную сборку), компенсаторы, регулирование положения некоторых частей машин и приборов, пригонку и другие дополнительные технологические мероприятия при обязательном выполнении требований к качеству сборочных единиц и изделий. Такую взаимозаменяемость называют неполной (ограниченной). Ее можно осуществлять не по всем, а только по отдельным геометрическим или другим параметрам.
Внешняя взаимозаменяемость - это взаимозаменяемость покупных и кооперируемых изделий (монтируемых в другие более сложные изделия) и сборочных единиц по эксплуатационным показателям, а также по размерам и форме присоединительных поверхностей. Например, в электродвигателях внешнюю взаимозаменяемость обеспечивают по частоте вращения вала и мощности, а также по размерам присоединительных поверхностей; в подшипниках качения - по наружному диаметру наружного кольца и внутреннему диаметру внутреннего кольца.
Внутренняя взаимозаменяемость распространяется на детали, сборочные единицы и механизмы, входящие в изделие. Например, в подшипнике качения внутреннюю групповую взаимозаменяемость имеют тела качения и кольца.
Уровень взаимозаменяемости производства можно характеризовать коэффициентом взаимозаменяемости К в , равным отношению трудоемкости изготовления взаимозаменяемых деталей и сборочных единиц к общей трудоемкости изготовления изделия. Значение этого коэффициента может быть различным, однако степень его приближения к единице является объективным показателем технического уровня производства.
Совместимость - это свойство объектов занимать свое место в сложном готовом изделии и выполнять требуемые функции при совместной или последовательной работе этих объектов и сложного изделия в заданных эксплуатационных условиях.
Функциональная взаимозаменяемость стандартных изделий - это свойство независимо изготовляемых деталей занимать свое место в изделии без дополнительной обработки. Функциональная взаимозаменяемость предполагает не только возможность нормальной сборки, но и нормальную работу изделия после установки в нем новой детали или другой составной части взамен вышедшей из строя.
Функциональными являются геометрические, электрические, механические и другие параметры, влияющие на эксплуатационные показатели машин и других изделий или служебные функции сборочных единиц. Например, зазор между поршнем и цилиндром (функциональный параметр) влияет на мощность двигателей (эксплуатационный показатель).
В данной главе рассматривается взаимозаменяемость только по геометрическим параметрам.
Пусть имеются две серии независимых испытаний однородных величин х и у . При этом наблюденные значения х i и у i дают различные значения средних ( или обнаруживают различные рассеивания (). Возникает вопрос, можно ли считать эти расхождения существенными или они носят случайный характер. Например, с двух станков, настроенных на обработку одних и тех же деталей, взяты две текущие выборки. Средние и дисперсии этих выборок отличаются друг от друга. При этом закон распределения генеральных совокупностей, из которых взяты выборки, неизвестен. Требуется проверить, обеспечивают ли оба станка одинаковую точность обработки.
Нулевая гипотеза в данном случае будет заключаться в том, что функции распределения х и у тождественны, т. е. выборки принадлежат одной и той же генеральной совокупности. Для проверки этой нулевой гипотезы может быть использован критерий Вилькоксона, основанный на числе инверсий. Под инверсиями в данном случае понимается следующее. Наблюденные значения х и у в двух выборках располагают в общую последовательность в порядке возрастания, например, в виде
где - члены первой выборки, а - члены второй выборки.
Если какому-либо значению х предшествует некоторый у , то говорят, что эта пара дает инверсию. Если некоторому значению х m предшествует n значений у , то это значит, что х m имеет n инверсий. Например, в нашей последовательности х 1 дает две инверсии, х 2 - то же две инверсии, х 3 - пять инверсий и x 4 - шесть инверсий. Всего инверсий в нашей последовательности будет
Нулевая гипотеза принимается, если число u будет лежать внутри некоторых предельных или критических значений, вычисляемых для принятого уровня доверительной вероятности. Расчет критических значений для u производится из следующих соображений. Если объемы выборок n > 10 и m > 10, то число инверсий u распределяется приблизительно по нормальному закону со средним значением (математическим ожиданием)
и дисперсией
Поэтому предельные значения u определяются границами
где t зависит от принятого уровня доверительной вероятности q и вычисляется по таблице значений Ф (t) (см. приложение 1) по формуле
откуда 
Например для q - 0,05
![]()
Этому значению Ф (t) по таблице приложения 1 соответствует t = 1,96.
Таким образом, если наблюденное значение u будет лежать внутри границ, определяемых неравенством (130), или не выходить за пределы критических областей:

то нулевая гипотеза принимается, в противном случае она отвергается. Так как u имеет приближенно нормальное распределение только при выборках объема u > 10 и m > 10, то для использования критерия Вилькоксона необходимо брать выборки объемом не менее 12.
Контрольные вопросы :
1. В чем заключается статистическая проверка гипотез и какую роль она играет в исследованиях?
2. Какие критерии используются для проверки гипотезы о законе распределения случайной величины?
1. Установка детали непосредственно на столе станка (или в универсальном приспособлении) с выверкой ее положения относительно стола станка и инструмента. Этот способ требует много времени, и его применяют в единичном и мелкого размера производится от поверхности А-А, которая в данном случае является серийном производстве, когда экономически нецелесообразно изготовлять специальные приспособления вследствие малой производственной программы.
2. Установка детали на столе станка по разметке. Разметкой называется нанесение на заготовку осей и линий, определяющих положение обрабатываемых поверхностей. При разметке заготовку предварительно покрывают меловой краской; после того как она высохнет, заготовку помещают на разметочную плиту, в призме или на угольнике, и наносят линии на поверхности при помощи штангенрейсмуса, циркуля, угольника, штангенциркуля с острыми губками и других инструментов. Для того чтобы линии были видны в случае удаления краски, вдоль линий наносят керном точки через некоторые промежутки. Разметка имеет целью обозначить на заготовке такое положение обрабатываемых поверхностей, чтобы припуски для всех поверхностей были достаточными.
Разметка требует значительной затраты времени высококвалифицированного специалиста-разметчика, от индивидуальных качеств которого зависит точность разметки. Установка по разметке не обеспечивает высокой точности обработки. Такой способ установки применяется при обработке крупных отливок сложной формы и крупных поковок в единичном и мелкосерийном производстве (главным образом в тяжелом машиностроении).
3. Установка детали в специальном приспособлении. Этот способ установки обеспечивает придание и закрепление определенного положения детали для обработки (причем деталь ориентируется относительно режущего инструмента) с достаточно высокой точностью и с малой затратой времени.
При обработке деталей с применением специальных приспособлений отпадает необходимость разметки заготовок и выверки их положения на станке; таким образом, исключается дорогая и трудоемкая операция, к тому же вносящая погрешности в размеры, зависящие от индивидуальных качеств разметчика.
Установка и закрепление деталей на станках при помощи специальных приспособлений осуществляются значительно легче и быстрее, чем установка и крепление непосредственно на станках. Рациональная конструкция приспособления обеспечивает минимальные затраты времени на установку и на вполне надежное закрепление детали. Применение специального приспособления обеспечивает высокую и наиболее стабильную точность обработки для всех деталей, изготовляемых с его помощью; благодаря этому в наибольшей степени обеспечивается взаимозаменяемость деталей. Помимо того, применение приспособлений позволяет вести обработку при более высоких режимах резания, значительно сокращает вспомогательное время, в том числе и на измерение деталей в процессе обработки, допускает совмещение основного и вспомогательного времени, обеспечивает возможность автоматизации и механизации процесса механической обработки.
Для получения надлежащей точности размеров детали, обрабатываемой при помощи приспособления, необходимо, чтобы само приспособление было изготовлено весьма точно и чтобы из-за неточности отдельных элементов приспособления не происходило нарастания погрешностей при обработке. В связи с этим при определении допусков на размеры приспособлений необходимо назначать такие предельные отклонения, чтобы они были в два раза меньше предельных отклонений обрабатываемой детали. Необходимая точность обработки детали в этом случае будет обеспечена.
Вопрос о целесообразности использования приспособления при обработке детали возникает обычно в единичном и мелкосерийном производстве, так как изготовление приспособления, тем более сложного, для обработки небольшого количества деталей большей частью неэкономично.
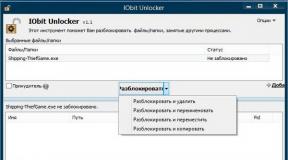
Р 1 , Р 2 , Р 3 - силы, действующие на деталь при базировании
Рисунок 3.5 - Схема базирования детали (правило шести точек)
В единичном и мелкосерийном производстве применяются преимущественно нормализованные приспособления; возможно также ис-пользование специализированных приспособлений, при этих видах производства они применяются редко, только в тех случаях, когда без них не представляется возможным выполнить требования технических условий на обработку деталей, так как затраты на изготовление приспособлений не окупаются выгодами, которые они дают. Чем больше выпуск деталей, тем экономически выгоднее применять специальные приспособления, т.к. затраты на их изготовление раскладываются на большее количество деталей.
В крупносерийном и массовом производстве применение приспособлений является обязательным, и в экономическом отношении оно всегда выгодно. При повторяемости одних и тех же деталей, обрабатываемых в больших количествах, специальные приспособления дают технико-экономический эффект, который со значительной выгодой окупает затраты на них.
При этих видах производства в каждом отдельном случае решается лишь вопрос о конструкции приспособления и о том, на какое количество одновременно обрабатываемых деталей следует конструировать приспособление.
В специальных приспособлениях предусматриваются установочные поверхности для базирования деталей.
Как известно из механики, твердое тело в пространстве имеет шесть степеней свободы: три возможных перемещения (I, II, III, рис. 3.5) вдоль трех произвольно выбранных взаимно перпендикулярных осей координат X , Y и Z и три возможных вращательных движения относительно тех же осей (IV, V, VI). Лишить деталь (тело) каждой из шести степеней свободы можно, прижав деталь к соответственно расположенной неподвижной точке приспособления (или стола станка), называемой одноточечной опорой.
Каждая неподвижная одноточечная опора лишает деталь одной степени свободы, т.е. возможности перемещения тела по направлению нормали к поверхности чела в точке опоры. Для того, чтобы лишить деталь всех шести степеней свободы, она должна базироваться па шести неподвижных точках. Правило шести точек заключается в том, что каждое тело (деталь) должно базироваться на шести неподвижных точках, при этом тело лишается всех шести степеней свободы.
Эти шесть точек должны быть расположены в трех взаимно пер-пендикулярных плоскостях: три опорные точки (1, 2 и 3) в плоскости XOZ две точки (4 и 5) в плоскости YOZ и одна точка (6) в плоскости ХОY .
Три координаты (1, 2, 3) определяют положение детали относительно плоскости YOZ :
Y ;
б) лишают деталь возможности вращаться вокруг осей Х и Z . Таким образом, три координаты (1, 2, 3) лишают деталь трех степеней свободы.
Две координаты (4, 5) определяют положение детали относительно плоскости YOZ :
а) лишают деталь возможности перемещаться в направлении оси X ;
б) лишают деталь возможности вращаться вокруг оси Y .
Следовательно, две координаты (4, 5) лишают деталь еще двух степеней свободы.
Одна координата (6) определяет положение детали относительно плоскости ХОY , лишая деталь возможности перемещаться в направлении оси Z , т.е. одна координата (6) лишает деталь еще одной - последней - степени свободы.
Следовательно, для определения положения детали в пространстве необходимо и достаточно иметь шесть опорных точек: 1, 2 и 3 определяют опорную плоскость; 4 и 5 определяют направляющую плоскость; 6 - упорную плоскость.
При большем числе неподвижных опор деталь опирается не на все опоры, а если все же она будет искусственно прижата (притянута) ко всем неподвижным опорам, то она будет деформирована действием зажимов.
Для надежного закрепления при обработке деталь должна быть прижата одновременно ко всем шести опорным точкам.
При базировании цилиндрической детали на призме (рис, 3.6) она лишается четырех степеней свободы четырьмя неподвижными одноточечными опорами (1. 2, 3 и 4) и остальных двух степеней свободы - от перемещения детали вдоль призмы и вращения детали вокруг своей оси - лишается одноточечными опорами (5 и 6), для чего в точке 5 необходимо поставить упор, а в точке 6 - шпонку.
При обработке деталей с плоскими поверхностями, особенно черными или предварительно грубо обработанными, базирующие поверхности приспособления заменяют опорными штифтами, так как поверхности обрабатываемой детали и поверхности приспособления (или станка) вследствие погрешностей их изготовления будут при установке соприкасаться не всеми точками, а только некоторыми.

1,2,3,4,5,6- одноточечные опоры
Рисунок 3.6 - Базирование цилиндрической детали на призме
Три опорных штифта заменяют опорную плоскость, два - направляющую плоскость и один штифт - упорную плоскость; шесть точек в виде штифтов определяют положение детали, устанавливаемой на плоские поверхности.
Иногда деталь устанавливается для обработки одновременно по двум поверхностям - двум плоским или двум цилиндрическим или по одной плоской и одной цилиндрической. При этом две плоские поверхности могут быть взаимно параллельными или перпендикулярными. При установке по двум поверхностям вместо полных поверхностей применяются опорные штифты, которые могут быть неподвижными или регулируемыми.
Применение опорных штифтов вместо плоских поверхностей имеет ряд преимуществ, к числу которых относятся следующие:
Опорная поверхность штифта ввиду ее малых размеров не засоряется стружкой,
Точность обработки опорной (установочной) поверхности штифта достигается легче, чем точность обработки плоской поверхности;
Правильность и точность установки детали обеспечивается легче, чем при установке на плоскую поверхность;
В случае износа штифты легко заменить.
Следует отметить, что при использовании в качестве установочной базы точно обработанной поверхности вместо опорных штифтов применяют скаленные опорные пластины, которые устраняют возможность получения вмятин.
Нижеследующие примеры иллюстрируют различные случаи установки детали по двум поверхностям (рис. 3.7).
На рис 3.7.а показана установка детали по двум параллельным плоскостям. Деталь 5 устанавливают на одну (из двух параллельных) плоскость (А), а другая плоскость (Б) подпирается самоустанавливающимся штифтом 1 с пружиной 2. Положение фиксируется винтом 3 через вкладыш 4. Стрелками показано направление сил зажатия.

Рисунок 3.7 - Схемы установки деталей по различным поверхностям
На рис. 3.7.б изображена установка детали 1 по двум взаимно пер-пендикулярным плоскостям. Одна поверхность детали опирается на плоскую поверхность 2, а другая - на поверхность 3.
Установка детали па плоскость и цилиндрическую поверхности показана на рис. 3.7.в.
На рис. 3.7.г изображена установка детали на цилиндрическую поверхность - палец 1 и плоскую поверхность 2, причем деталь подклинивается клином 3.
Если деталь не подклинить, то она вследствие погрешности обработки не будет плотно прилегать к поверхности 1, или не наденется на палец.
При установке детали на срезанный палец 1, как показано на рис. 3.7.д, деталь опирается на поверхность 2 без помощи клина.
Если деталь 1 имеет два отверстия и должна быть установлена па два пальца 2 и 3, то один из них (2) должен быть срезанным (рис. 3.7, е), иначе точно установить деталь не представится возможным вследствие неизбежной неточности обработки; при этом для облегчения установки один палец должен быть короче другого.
Цилиндрические детали (валики, втулки и т.п.) при сверлении и (фрезеровании) базируются обычно своими наружными цилиндрическими поверхностями на опорные призмы, которые изготовляют преимущественно с углом α = 90° (см. рис. 3.6), хотя иногда встречаются призмы с углом 60 и 120°.
Ступенчатые цилиндрические детали нельзя устанавливать на две неподвижные призмы, т.к. неточность размеров диаметров, получаемое при обработке, будет изменять положение оси детали по высоте; при такой установке затруднительно также достигнуть точного положения оси детали в горизонтальной плоскости.
Потому при установке ступенчатой цилиндрической детали (валика) рис. 3.7.ж следует применять одну призму неподвижную (1) (и более длинную), а другую - регулируемую (2).
Свершилось! Рынок победил знаменитое упрямство Apple и компания не только признала существование «фаблетов» как таковых, но даже впряглась в полноценную конкуренцию на этом рынке сразу двумя моделями. Меж тем, белый флаг на башнях в Купертино ставит вопрос о том, как вообще далеко можно зайти в расширении диагонали? И не лучше ли признать факт, что теперь уже не существует смартфонов, фаблетов, планшетов, а есть только устройства с телефонным модулем и без него?
Планшеты, которыми можно заменить смартфоны: выбор ZOOM
В самом деле, никакого технического разрыва у этих классов устройств просто нет. Все они собираются из одних и тех же деталей, работают под управлением одних и тех же операционных систем, используют одни и те же сетевые сервисы.
Конечно, отличить смартфон, у которого диагональ экрана равна 3,5 дюймам от 10-тидюймового планшета сможет каждый. Однако это не позволяет нам закрывать глаза на очевидные тенденции, которые говорят одно - диагональ растёт, а модуль GSM становится всё более обыденным и востребованным.
Фактически, хоть какое-то условное разграничение между смартфонами и фаблетами с одной стороны и планшетами с поддержкой функции голосовых звонков по сотовой связи можно найти лишь одно - физический размер корпуса. Если, звоня, пользователь держит устройство в руке около уха - это смартфон или, в крайнем случае, фаблет. Если вынужден вести беседу через гарнитуру - планшет. Приняв такое достаточно простое (хотя и субъективное - руки-то у всех разные) правило дифференциации, мы эмпирически найдём грань в 6,5-7 дюймов диагонали экрана, после которой фаблет «превращается» в планшет с поддержкой стандарта связи GSM.
Определившись с понятиями, попробуем узнать - насколько вообще распространены сегодня фаблеты (смартфоны с диагональю экрана 5-6 дюймов) и GSM-планшеты. Всезнающий «Маркет.Яндекс» даёт такую статистику:
В то же время из 3052 планшетов с диагональю экрана от 6,5 дюймов имеют модуль GSM целых 617.
Выходит, что если в процентном соотношении фаблеты пока более широко представлены, абсолютные цифры - уже не на их стороне.
Разумеется, общее качество GSM-планшетов соответствует усреднённому уровню качества современных мобильных устройств, где ведущее место по количеству представленных брендов и названий занимает КНР. Однако поискав среди планшетов с поддержкой функции голосовой связи можно найти очень интересные экземпляры.
Лучшие GSM-планшеты на Android
Как мы уже сказали выше, наибольшее разнообразие современных гаджетов можно получить на китайском рынке. Однако существенная часть моделей, представленных тут, всё же не заслуживает интереса. Виной тому и слабая техническая база устройств, и плохая оптимизация программного обеспечения и банальные проблемы с локализацией для европейского, американского и российского рынков, а также отсутствие гарантии и сервиса.
Впрочем, не секрет, что некоторым производителям из КНР удалось пройти большой путь к признанию в мире, наладив вполне конкурентоспособное производство сматрфонов, фаблетов и планшетов, которые не стыдно поставить рядом с лучшими образцами и их классе. В качестве живого примера можно указать на компанию Huawei, относительно недавно выпустившую GSM-планшет Huawei MediaPad X1 7.0 .
О высоком качестве Huawei MediaPad X1 7.0 производитель заявляет сразу - самим дизайном исполнения и материалами, применёнными в конструкции корпуса. На момент выхода в свет этот планшет был одним из самых тонких и компактных в мире в классе устройств с экраном диагональю 7 дюймов. И хотя алюминиевое шасси MediaPad X1 7.0 не монолитно, выглядит планшет очень стильно.
Вычислительную мощь MediaPad X1 7.0 обеспечивает четырёхъядерный процессор Kirin K910, созданный тесно связанной с Huawei компанией HiSilicon. Его ядра на архитектуре ARM Cortex-A9 работают на частоте в 1,6 гигагерца и в популярном тесте AnTuTu набирают 21,5-22 тысячи баллов. В качестве видеоускорителя планшетом используется Mali-450MP4, объём оперативной памяти равен 2 гигабайтам, программы располагаются в рабочей памяти объёмом 16 гигабайт и на картах флэш-памяти стандарта MicroSD.

Huawei MediaPad X1 7.0
Экран Huawei MediaPad X1 7.0 использует матрицу IPS очень хорошего качества. Её разрешение составляет 1920 на 1200, дисплею присуща отличная цветопередача и высокая яркость. Экран покрыт защитным стеклом Gorilla Glass и поддерживает 10-точечный сенсорный ввод.
Достаточно серьёзные энергозатраты планшета обеспечивает встроенный несменный аккумулятор ёмкостью 5000 мАч. Его заряда хватает на два-четыре дня стандартного использования.
Встроенный камеры устройства имеют довольно высокое разрешение: фронтальная - 5 мегапикселей, а тыльная - аж 13.
В целом, Huawei MediaPad X1 7.0 хорош и сам по себе, он достаточно уверенно держит позиции на фоне конкурентов. Однако наличие у него модуля GSM делает этот аппарат практически универсальным: у него большой для комфортного потребления контента экран, отличное время автономной работы, скромные габариты и малый вес. Последнее - не в последнюю очередь позволяет рекомендовать данный планшет на замену смартфону или фаблету.
Если размер диагонали в 7 дюймов вам кажется недостаточным, а наличие модуля голосовой связи GSM в габаритном планшете не вызывает недоумения, то в качестве реального примера из жизни стоит присмотреться к .
Samsung Galaxy Note 10.1 2014 Edition Wifi+3G, несмотря на название, был выпущен в 2013 году (в конце года) и стал первым планшетом с восьмиядерным процессором. Этот процессор - фирменный Samsung Exynos 5420 с четырьмя ядрами Cortex A15, которые работают на частоте 1,9 гигагерца и четырьмя ядрами Cortex A7 с частотой до 1,3 гигагерца. Сложный механизм работает последовательно - в зависимости от ресурсоёмкости задачи и необходимости экономии энергии. Синтетический уровень производительности Samsung Exynos 5420 тест AntuTu оценивает в 32-34 тысячи баллов.
Будучи флагманским решением Samsung в линейке планшетов, Galaxy Note 10.1 2014 Edition с готовностью вдохновляет поклонников солидных цифр и другими своими параметрами. Объём оперативной памяти планшета составляет 3 гигабайта, на рынке доступны версии с 16 и 32 гигабайтами рабочей памяти, обе они поддерживают установку дополнительной карты MicroSD.

Samsung Galaxy Note 10.1 2014 Edition Wifi+3G
Экран - ещё одна причина гордости устройства. Его разрешение равно 2560х1600 пикселей, матрица сделана по технологии Super Clear LCD. Помимо обычного сенсорного ввода пальцами, дисплей Galaxy Note 10.1 2014 Edition обучен работать с идущим в комплекте пером по технологиям, лицензированным у Wacom - известного производителя графических планшетов.
Хорошие технические данные дисплея расширены графической оболочкой TouchWiz, которая позволяет функционировать приложениям в многооконном режиме. Для планшета, ориентированного на использование в качестве рабочего инструмента - это важный момент.
Флагманские аппетиты Samsung Galaxy Note 10.1 2014 Edition Wifi+3G удовлетворяет аккумулятор ёмкостью 8220 мАч. Делает он это неплохо - на день его заряда хватает полностью.
В целом, Samsung Galaxy Note 10.1 2014 Edition - это прекрасное, хотя и не дешёвое, в силу своего флагманского класса, решение. Планшет хорош и сам по себе, однако, если вам нужно устройство с хорошей производительностью, очень качественным дисплеем и поддержкой голосовой связи по стандарту GSM - то это, пожалуй, самый очевидный, если не единственный, выбор.
Если 7 дюймов экрана вам кажется для планшета недостаточными, а 10 - слишком избыточными для устройства, заменяющего телефон, то стоит обратить внимание на серединные варианты. Если время выбора терпит, то есть смысл дождаться появления на рынке нового планшета Sony из линейки Xperia - .
Sony Xperia Z3 Tablet Compact обладает экраном диагональю 8 дюймов с достаточным, но не чрезмерно «прожорливым» разрешением в 1920 на 1080 точек. Края экрана имеют скруглённую форму, что отлично сочетается с лёгким, тонким металлическим корпусом. Традиционно для планшетов Soтy новый Xperia Z3 Tablet Compact обладает пыле-влагозащитой, так что сделать деловой звонок с него можно даже принимая ванну или сидя на берегу бассейна.

Sony Xperia Z3 Tablet Compact
Вычислительным сердцем планшета стал уже хорошо зарекомендовавший себя во флагманских смартфонах и фаблетах чип Qualcomm Snapdragon 801 с четырьмя ядрами, работающими на частоте 2,5 гигагерца. Процессор набирает в AnTuTu 33-35 тысяч баллов и не испытывает проблем с самыми современными приложениями и играми. Тому же способствуют и 3 гигабайта оперативной памяти, находящиеся на «борту» Xperia Z3 Tablet Compact. Встроенная память вмещает 16 гигабайт данных, которые можно увеличить с помощью карт MicroSD.
За комфортный по современным меркам режим зарядки устройства отвечает аккумулятор ёмкостью 4500 мАч. Его энергии хватает на день-полтора плотного использования, однако некоторые приёмы экономии доводят срок автономности до двух полноценных суток.
В целом, Sony Xperia Z3 Tablet Compact обещает стать хорошим выбором на рынке планшетов с восьмидюймовой диагональю экрана. В качестве же телефона конкуренцию ему мог бы составить лишь планшет Nvidia Shield Tablet LTE. Однако судьба GSM-модуля последнего довольно неоднозначна (по последним данным, исполнять роль смартфона Nvidia Shield Tablet LTE сможет лишь на территории США в сетях определённых операторов) и к российскому пользователю не благосклонна.
|
|
Процессор | Экран | Аккумулятор | Цена |
| Huawei MediaPad X1 7.0 |
HiSilicon Kirin K910 |
1920x1200 пикс. |
5000 мАч | i 13 000 |
| Samsung Galaxy Note 10.1 2014 Edition |
Samsung Exynos 5420 |
Super Clear LCD 10,1" 2560x1600 пикс. |
8220 мАч | i 25 500 |
| Sony Xperia Z3 Tablet Compact |
Qualcomm Snapdragon 801 |
1920x1200 пикс. |
4500 мАч | i 23 000 |
Источник: ZOOM.CNews
GSM-планшеты на платформе Windows
Говоря о фаблетах или планшетах с наличием модуля GSM мы практически на автомате имеем в виду устройство, работающее под управлением операционной системы Android. Оно и понятно: платформа iOS вряд ли когда-нибудь в обозримом будущем будет установлена на планшет с поддержкой голосовых звонков, а о Windows как-то вовсе не вспоминается.
И на самом деле - зря. Хотя круг производителей GSM-планшетов на Windows узок, сами они могут предложить довольно интересные варианты. К примеру, не каждый современный планшет в принципе может похвастаться экраном с диагональю 11,6 дюйма. А iRU C1101W – может!
Впрочем, аппаратная база планшета в виде двухъядерного процессора Intel Celeron 1037U (архитектура Ivy Bridge) с частотой 1,8 гигагерца и идущая в комплекте клавиатура-чехол позволяют устройству именоваться и ноутбуком.
Как и положено компьютеру на базе чипа с архитектурой x86, в качестве операционной системы на iRU C1101W установлена полноценная Windows 8.1. Наличие 2 гигабайт оперативной памяти и 64 гигабайт на твердотельном массиве позволяют планшету использовать довольно широких спектр приложений из безбрежной софтотеки Windows-совместимых программ. Если рамки 64 гигабайт окажутся пользователю, устройство позволяет нарастить объёмы хранилища за счёт карт MicroSD.

IRu C1101W
Диагональ экрана iRU C1101W хоть и большая, но разрешение матрицы весьма умеренное - 1366 на 768 точек. Дисплей поддерживает десятиточечный сенсорный ввод, а в комплект поставки планшета входит стилус.
Поскольку Intel Celeron 1037U относится к ультрамобильной линейке процессоров, славящихся низким энергопотреблением, а детализация экрана по современным меркам скромна, аккумулятора ёмкостью 4800 мАч планшету хватает на 5-7 часов.
В целом, само наличие GSM-модуля в устройстве, являющемся в равной степени и планшетом, и ноутбуком на Windows 8 - это плюс. И люди, по каким-то причинам решившие совершать звонки с компьютера, этот «плюс» очевидно высоко оценят.
Если вам не нужен планшет с операционной системой Windows 8, обладающий таким большим экраном, как у iRU C1101W, то можно обратить внимание на .
Prestigio MultiPad PMP810TF 3G - планшет, выпущенный совсем недавно, а потому обладающий вполне современной конфигурацией. Его основой стал четырёхъядерный процессор ntel Atom Z3735F с частотой 1,83 гигагерца. Благодаря новой архитектуре Bay Trail-T термопакет процессора составляет всего 2,2 ватт.
Как и у iRU C1101W, в Prestigio MultiPad PMP810TF 3G установлено 2 гигабайта оперативной памяти и 64 гигабайта рабочей на SSD. Впрочем, под маркой Prestigio выпускаются и версии PMP810TE 3G с 16 гигабайтами и PMP810TD 3G - с 32. Все они, разумеется, обладают слотом для установки карт формата MicroSD.

Prestigio MultiPad PMP810TF 3G
Дисплей Prestigio MultiPad PMP810TF 3G с достаточно стандартной для планшетов диагональю 10,1 дюйма использует матрицу IPS с разрешением 1280 на 800 точек. Устройство не претендует на статус профессионального инструмента, поэтому экран глянцевый, с сочной цветопередачей и хорошей яркостью.
В отличие от IRu C1101W планшет Prestigio не комплектуется клавиатурой ни в виде чехла, ни в виде док-станции. Однако сторонние устройства - как беспроводные с интерфейсом Bluetooth, так и проводные с USB - MultiPad PMP810TF 3G поддерживает.
Аккумулятор у Prestigio MultiPad PMP810TF 3G достаточно ёмкий - на 7000 мАч. Это позволяет производителю гарантировать автономную работу планшета на протяжении не менее 6 часов. Впрочем, это достаточно пессимистичная оценка, в реальности устройство работает дольше.
В целом, Prestigio MultiPad PMP810TF 3G - это хорошая альтернатива iRU C1101W. У модели меньше диагональ, но больше разрешение экрана. В комплекте нет ни клавиатуры, ни стилуса, но цена устройства ниже почти на 10 тысяч рублей.

IRu Pad Master B1002GW
Правда, в арсенале IRu есть ответ на ценовую войну со стороны Prestigio - iRU Pad Master B1002GW. Этот планшет стоит относительно недорого, его экран по характеристикам идентичен дисплею Prestigio MultiPad PMP810TF 3G и он тоже работает на базе процессора Intel Atom. Однако у iRU Pad Master B1002GW есть неоспоримое преимущество: два слота для SIM-карт. Существенный козырь, когда речь идёт об использовании функции голосовых звонков через сеть GSM.
|
|
Процессор | Экран | Аккумулятор | Цена |
| iRU C1101W |
Intel Celeron 1037U |
1366x768 пикс. |
4800 мАч | i 24 000 |
| Prestigio MultiPad PMP810TF 3G |
Intel Atom Z3735F |
1280x800 пикс. |
7000 мАч | i 15 000 |
| IRu Pad Master B1002GW |
Intel Atom Z3740 |
1280x800 пикс. |
7900 мАч | i 16 000 |
Читайте также...
- Модуль компрессии в битрикс Все CSS-файлы необходимо размещать в начале страницы
- Нейронные сети: практическое применение
- FVD Suite — Качает Всё! Ну или почти всё…. Красивые, функциональные и очень удобные визуальные закладки в Mozilla Firefox и Google Chrome Что представляет собой данный формат
- NET Framework у Вас установлены и где их скачать